
Polymaker PolySonic PLA: stampa veloce e di alta qualità
Negli ultimi anni abbiamo assistito a cambiamenti piuttosto drastici per quanto riguarda la velocità della stampa 3D, ma non è stato fatto molto per adattare il filamento alle specifiche delle stampanti High Speed. Ora disponiamo di stampanti che possono stampare facilmente a oltre 500 mm/s, eppure utilizziamo ancora il tradizionale PLA. Tuttavia, il PLA standard non sempre funziona bene a portate elevate.
La nostra ecoPLA può stampare facilmente a 500 mm/s. Tuttavia, 500 mm/s non significa sempre 500 mm/s. Molte stampanti possono stampare a 500 mm/s purché il modello non sia troppo complesso. Per modelli complessi con molti movimenti di stampa o forme ripide, la capacità di accelerazione della stampante limita la velocità massima raggiungibile per garantire una qualità decente.
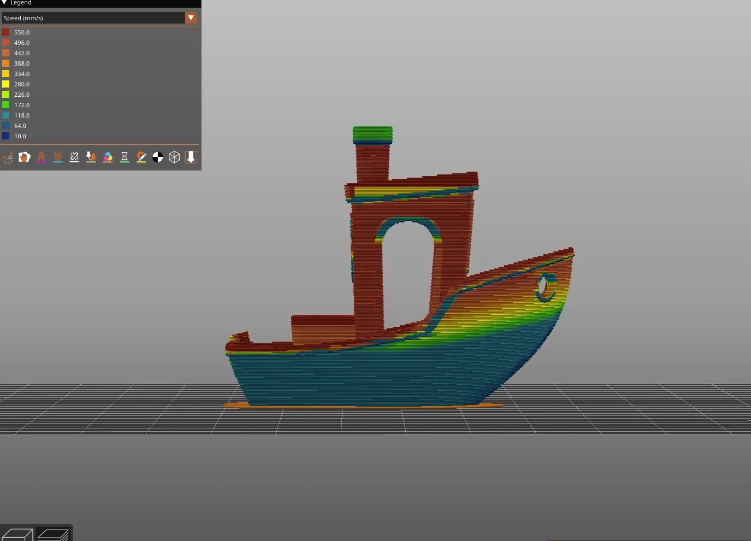
Dai un'occhiata a questa immagine. Qui abbiamo il classico Benchy con velocità massima di 550 mm/s. Le parti in rosso indicano dove si è potuto stampare alla massima velocità, ma ci sono anche altri valori di velocità. In questo caso abbiamo limitato la velocità per motivi di qualità. Noterai il colore blu che rappresenta un ripido strapiombo a prua. Le sporgenze sono dei veri killer della qualità, gli strati qui non sono posizionati direttamente sopra lo strato precedente, ma con una angolazione. Ciò significa che non sono completamente stabili e il raffreddamento dei componenti deve solidificarli il più rapidamente possibile, altrimenti si muoveranno leggermente quando verrà sovrapposto lo strato successivo, con conseguente scarsa qualità. Qui abbiamo ridotto la velocità in modo che il raffreddamento degli strati possa avvenire adeguatamente.
Se la tua stampante limita la velocità perché non è in grado di gestire accelerazioni elevate, può accadere qualcosa di simile e le curve strette saranno le prime a ridurre la velocità. Guarda cosa può fare l'alta velocità al tuo amato Benchy:

Entrambi questi scenari causano un altro problema. Più a lungo il filamento rimane nell'hot-end (ovvero quando le velocità sono inferiori), maggiore sarà il calore che potrà assorbire dal blocco riscaldante. Sebbene questa sia una buona cosa in termini di flusso, in realtà porta a un effetto interessante. Il filamento più caldo appare più lucido, il filamento più freddo appare più opaco. Quando questi effetti si combinano, può verificarsi un effetto a strisce sul modello stampato che è conosciuto come "Shark Skin" (pelle di squalo) e non è particolarmente bello da vedere. Nell'immagine qui sotto puoi vedere cosa intendiamo: una metà è stata stampata a 100 mm/s e l'altra a 500 mm/s, una è lucida e l'altra è opaca, il contrasto è facile da vedere.

Quindi ora sappiamo che le alte velocità possono influenzare il risultato di stampa non dando al filamento abbastanza tempo per raffreddarsi e creando modelli antiestetici, quando le alte velocità semplicemente non sono possibili a causa della geometria del modello.
Il PLA in generale non è un filamento facile da raffreddare. Non molti filamenti presentano questo problema. Da quando le stampanti 3D hanno iniziato a utilizzare il PLA in un lontano passato, abbiamo sempre richiesto il 100% di raffreddamento, a differenza di PETG, ABS, ASA e altri che richiedono al massimo il 50% di raffreddamento o in alcuni casi nessun raffreddamento.
La soluzione ovvia è avere un migliore sistema di raffreddamento. Tuttavia, poiché le stampanti High Speed non gradiscono un peso aggiuntivo sui componenti mobili (nel caso di ventole aggiuntive o più grandi), ciò non è sempre vantaggioso. Alcune stampanti ora sono dotate di ventole sul telaio anziché sulla testina di stampa per ridurre il peso. La serie Neptune 4 dispone di ventole sul portale che vengono mosse solo dai motori dell'asse Z per i cambi di turno e i salti Z, altre stampanti come le stampanti Voron possono aggiungere ventole CPAP, che sono potenti ventole posizionate più lontano che spingono l'aria attraverso un tubo flessibile direzionato sulla testina di stampa. Ma queste sono ancora delle rarità, la maggior parte delle stampanti ha ancora ventole sulla testina di stampa. Anche con una ventilazione aggiuntiva si riscontrano comunque dei limiti alla loro efficacia.
Anche se il problema del raffreddamento fosse risolto, abbiamo ancora il problema delle velocità di avanzamento variabili che causano l’effetto a strisce su una parte stampata.
Quindi cos'altro possiamo fare? Che ne dici di un filamento modificato che può essere raffreddato in modo più semplice ed efficiente e in cui il cambiamento di colore non è evidente a diverse velocità di alimentazione? Sembra che adesso esista qualcosa del genere.
Polymaker PolySonic PLA
Il nuovo PolySonic PLA di Polymaker è un materiale adatto per flussi elevati. Può stampare fino a 29 mm³/s. Ciò significa che se stampi con un ugello da 0,4 mm, puoi raggiungere velocità fino a 500 mm/s quando stampi con un'altezza dello strato di 0,14 mm o inferiore. Se desideri una stampa di alta qualità ad alta velocità, questo filamento fa per te.
Innanzitutto, PolySonic è un filamento High Flow. Si scioglie rapidamente nell'hot-end, che è esattamente ciò di cui hai bisogno per un flusso elevato. Il filamento dovrebbe sciogliersi e ridurre la sua viscosità il più rapidamente possibile per ridurre al minimo la resistenza, che potrebbe ostacolare il motore passo-passo e fargli perdere degli step. D'altra parte, poiché assorbe rapidamente il calore, può anche dissiparlo più rapidamente, rendendo il raffreddamento più efficace. Sebbene esistano altri filamenti ad alto flusso, PolySonic è progettato per garantire alta qualità ad alta velocità e, a differenza di altri filamenti, può facilmente eliminare l'effetto Shark Skin.
L'abbiamo testata sulla nostra Anycubic Kobra 2 Pro, una stampante che può stampare fino a 500mm/s con un'accelerazione di 20K, davvero impressionante, soprattutto considerando il suo prezzo.
Volevamo spingere questo filamento all'estremo e siamo riusciti a stampare un Benchy in una qualità abbastanza decente in 13 minuti. Va detto che abbiamo davvero raggiunto il limite massimo, la nostra portata era di 30 mm³/s quindi eravamo appena oltre il limite - vedi qui.
Abbiamo anche testato un brusco cambiamento di velocità del filamento per dimostrare quanto possa combattere l'effetto Shark Skin. Questo è il risultato:

Come prima, metà è stampata a 100 mm/s e l'altra metà a 500 mm/s. Assolutamente nessun cambiamento di colore e di finitura. L'effetto Shark Skin è completamente eliminato.
Abbiamo deciso di eseguire anche un test più realistico su una Kobra 2 Pro con questo filamento, quindi abbiamo rifatto lo slicing del Benchy per eliminare eventuali artefatti visibili dallo speed test precedente. La stampa è stata completata in 16 minuti e questo è ciò che abbiamo ottenuto. Niente Shark Skin, buoni strapiombi, buoni ponti, bel camino dritto, niente male. Se desideri vedere la versione stampata completa, puoi visualizzarla qui.
Nel caso in cui desideri ottenere gli stessi risultati sulla tua Kobra 2 Pro, abbiamo riassunto per te le impostazioni complete nella tabella seguente.
Impostazioni Prusa Slicer per il Benchy ad alta velocità su Kobra 2 Pro con Polymaker PolySonic PLA:
| Layer height | 0,25 mm |
| First layer height | 0,28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205 °C |
| Bed temperature | 60 °C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Prodotti a tema
-

Anycubic Kobra 2 Pro
- Processore dual core Cortex-A7 da 1,2 GHz
- Estrusore Dual Gear Direct Drive
- Doppio asse Y e Z
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g (1.000 grammi)
- Filamento High Speed
- Tasso di estrusione veloce
- Eccellente adesione dello strato
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g (1.000 grammi)
- Filamento High Speed
- Tasso di estrusione veloce
- Eccellente adesione dello strato
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g (1.000 grammi)
- Filamento High Speed
- Tasso di estrusione veloce
- Eccellente adesione dello strato
Il nostro blog:
Scopri 3DJake:
-
Svizzera: spedizione standard gratuita a partire da CHF 69.90
-
Consegna in 3 giorni
Più di 10.450 prodotti
Consegniamo in
oltre 40 Paesi nel mondo
